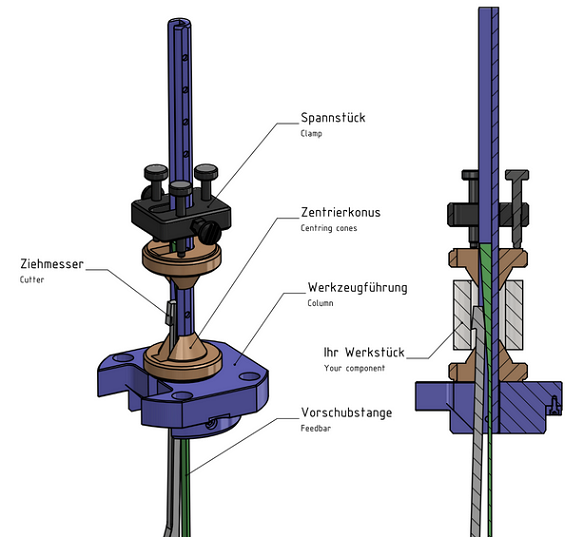
In mehreren vertikalen Doppelhüben wird die Nute mit dem einschneidigen Nutenziehmesser Span für Span in das Werkstück gezogen. Das Werkstück, die Zentrierungen und die Werkzeugführung befinden sich dabei statisch auf dem Maschinentisch. Der Messerhalter und die Vorschubstange machen zusammen die vertikale Schnittbewegung.
Die Zustellung der Spanstärke erfolgt durch den Keil der Vorschubstange,
die vor jedem neuen Abwärtshub relativ zu dem Nutenziehmesser nach unten gezogen wird.
Die Breitentoleranz der Nute wird durch das entsprechend geschliffene Nutenziehmesser erreicht. Das Werkstück und auch das
Nutenziehmesser werden exakt mittig zur Werkzeugführung aufgenommen.
Durch die formschlüssige Verbindung von Werkstück und Werkzeug sind die genaue Lage der Nute in der Bohrung und auch die Achsparallelität gewährleistet.
Das geführte Werkzeug sorgt für eine hohe Oberflächengüte.